Metal Injection Moulding (MIM) Kötésmentesítő kemence - EBO
 Kötésmentesítő kemence - EBO")
 Kötésmentesítő kemence - EBO")
- Max. hőmérséklet: 150 °C
- Térfogat: 120 to 250 litres
-
Katalitikus debinding
- Termékinformáció
A fém fröccsöntés (MIM) egy modern gyártási technika, amely során egy "alapanyagot" fröccsöntünk szerszámokba, hogy összetett alakú fém alkatrészeket hozzunk létre. A Carbolite Gero olyan kemencéket és kemencéket kínál, amelyeket kifejezetten az ezen alkalmazás által megkövetelt hőkezelési folyamatlépésekhez optimalizáltak.
A fémfröccsöntés (MIM) egy olyan gyártási technika, amely egy "alapanyag" szerszámokba történő befecskendezését jelenti, hogy nagymértékben reprodukálható, összetett alakú alkatrészeket hozzon létre. Az alapanyag porított fém és egy polimer kötőanyag keveréke, amely összetartja az anyagot. Mielőtt az alkatrészek felhasználhatók lennének, a kötőanyagot el kell távolítani, és az alkatrész belső szerkezetét meg kell erősíteni; ezt úgy érik el, hogy az alkatrészeket hőkezelési folyamatoknak vetik alá: megkötésmentesítés és szinterezés kemencében vagy kemencében.
A kötőanyag (1) és a fémpor (2) kombinációja alkotja az alapanyagot (3).
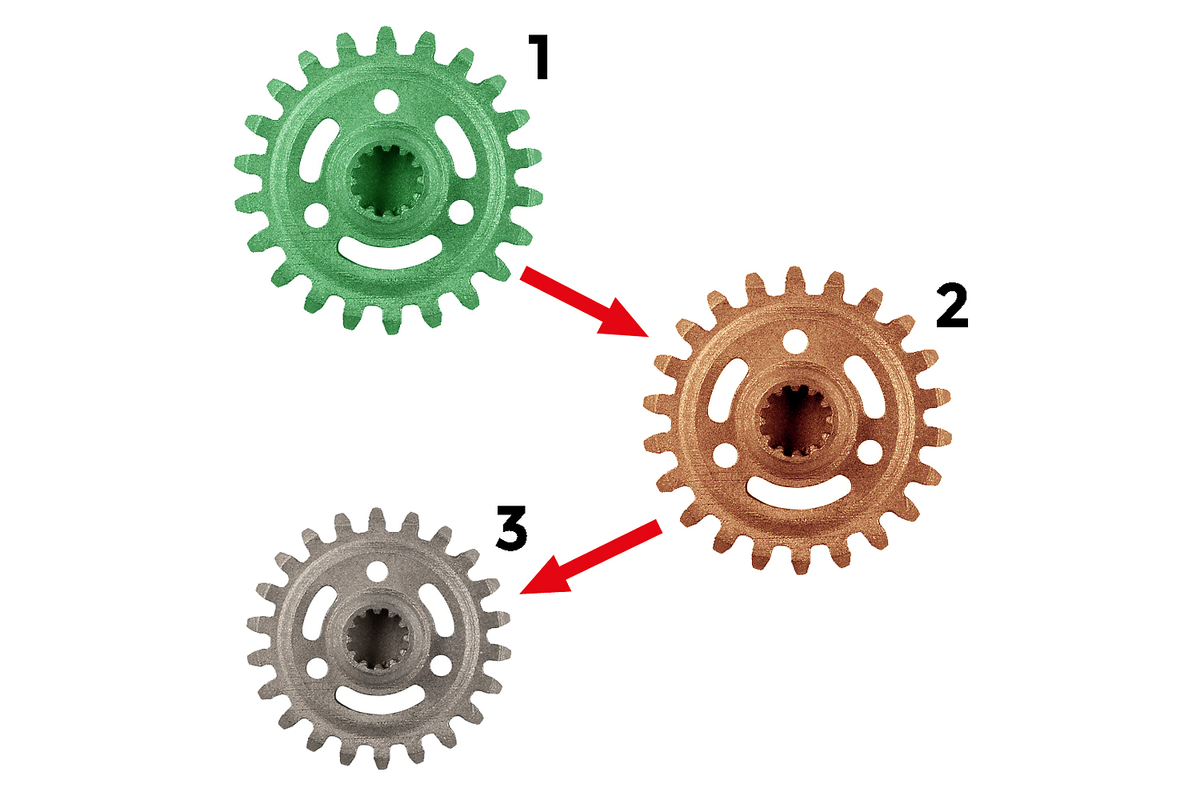
Fémfröccsöntéssel kialakított zöld rész (1), barna rész (2) a kötőanyag eltávolítása után és kész rész (3) a szinterezés után.
Példa néhány fémfröccsöntéssel előállított kész fémalkatrészre
Ez a folyamat a kötőanyag eltávolítása a zöld alkatrészből. Ez történhet katalitikusan, amikor a kötőanyag eltávolítása katalitikus adalékanyagok, oldószerek és víz kombinációjával történik, vagy termikusan, amelyhez hőkezelés szükséges módosított atmoszférában, kemencében vagy kemencében. A szükséges módszer a felhasznált alapanyag típusától függ. Az ezen eljáráson átesett alkatrészeket később "barna" alkatrészeknek nevezik.
A felhasznált alapanyag típusától függően szükség lehet mind a kémiai, mind a termikus kötésmentesítésre. A kémiai eljárás eltávolítja a kötőanyag nagy részét, míg a termikus eljárás eltávolítja a maradék kötőanyagot, amelyet "gerinc kötőanyagnak" is neveznek. Ezt a folyamatot gyakran "maradék kötőanyag-mentesítésnek" is nevezik.
A Carbonolite Gero katalitikus vagy termikus alkalmazásra egyaránt alkalmas kemencéket és kemencéket tud biztosítani.
Ez a folyamat a fémfröccsöntéses (MIM) alkatrészek hőkezelésére szolgál, amelyek először a debinding folyamaton estek át (barna alkatrészek). A szinterezés célja az alkatrészek belső mikroszerkezetének megváltoztatása az általános sűrűség és végső soron a szilárdság javítása érdekében. Ezt úgy érik el, hogy a fém alkatrészeket egy kemencében vagy kemencében inert atmoszférában körülbelül 20%-kal a fém olvadáspontja alá melegítik, lehetővé téve az atomok diffúzióját a mikroszerkezeten keresztül, és sűrűbbé olvadnak össze. A szinterezés során a fém alkatrészek némi zsugorodáson mennek keresztül, a felhasznált fémtől és az alkatrész végső sűrűségétől függően 15-22%-os méretcsökkenéssel.
A hőmérsékletprofilokat, a légkört és a hőmérséklet egyenletességét a kemencén belül mind a debinding, mind a szinterezés során nagyon pontosan kell szabályozni a torzulások, valamint a repedések és buborékok kialakulásának elkerülése érdekében. Az inert vagy redukáló atmoszféra szintén fontos az alkatrészek oxidációjának megakadályozása érdekében.
A fő kötőanyag kék színnel látható, és katalitikusan távolítható el.
A gerinc kötőanyag zöld színnel látható. Ez csak hő úton távolítható el 300°C és 600°C között, kemencében vagy kemencében. Ezt a folyamatot gyakran parciális nyomáson végzik, ami csökkenti a hőmérsékletet a gőzölgő gerinckötőanyag által kifejtett további nyomás miatt.
A katalitikus kötőanyag-eltávolítás a Carbolite Gero EBO-kemencéjében végezhető.
A salétromsavat (HNO3) elpárologtatjuk, és nitrogénáramlással körbehordozzuk a kemencében, ahol a zöld részeken halad át.
A salétromsav megrepeszti a fő kötőanyagot, formaldehid (CH2O) keletkezik, amely 7-73% közötti koncentrációban gáznemű és robbanásveszélyes. A gázáram a formaldehidet a kemence gázkifolyó felé irányítja, ahol aztán egy aktív fáklyás utánégető segítségével biztonságosan elégetik.
Példa
Zöld alkatrészek a katalitikus leválasztás után (balra): Átmérő: 27,86 mm / Tömeg: 27,86 mm: 11,89 g
Zöld alkatrészek a teljes szinterezés után (jobbra): 11,71 g
➔ Teljes tömegcsökkenés a nyugalmi csiszolás után: 1.5%
Az alapanyagot a szerszámba fecskendezik, és a kívánt alakra alakítják. A kötőanyag kékkel és zölddel van kiemelve.
A MIM-alkatrészt ezen a ponton "zöld alkatrésznek" nevezzük.
A katalitikus/kémiai debinding során a fő kötőanyagot (kék) eltávolítják, így csak a gerinc kötőanyag (zöld) marad, amelyet hőkezeléssel, kemencében kell eltávolítani.
A pihentető (rest) debinding során a gerinc kötőanyagot (zöld) eltávolítják, és a MIM-alkatrészt most már "barna alkatrésznek" nevezik.
Az alkatrész sűrűségének és szilárdságának növelése érdekében most már szinterezni kell. Ezen a ponton a részecskék már kezdenek diffundálni és egymáshoz tapadni.
A szinterelési folyamat során a MIM-alkatrészben lévő atomok diffundálnak a szerkezeten keresztül, és összeolvadnak, növelve az alkatrész teljes sűrűségét.
A kemencében történő szinterezés során a MIM-alkatrész mikroszerkezete észrevehetően sűrűbbé válik, és az atomok között kevesebb hézag keletkezik. A szinterelési folyamat némi zsugorodással jár, egyes alkatrészek mérete akár 22%-kal is csökkenhet. Ez a fémfröccsöntési (MIM) folyamat normális része, és a szerszámok kezdeti tervezése során figyelembe kell venni.
A Carbolite Gero két fő többlépcsős megoldást kínál a fémfröccsöntéses (MIM) alkatrészek hőkezeléséhez.
Az első lehetőség az EBO 120 kemence és a HTK 120 kemence kombinációja. A katalitikus kötőanyag-eltávolítás az EBO kemencében történik, míg a HTK kemencében mind a termikus kötőanyag-eltávolítás, mind a szinterezés elvégezhető.
A megoldás fő előnye, hogy a teljes folyamat mindössze két kemence használatával végezhető el. Fontos megjegyezni, hogy bár kezdetben költséghatékonyabb, a kötőanyag eltávolítása piszkos alkalmazás lehet, amely idővel szennyezheti és károsíthatja a HTK kemence molibdén- vagy volfrámkamráját.
A HTK kemence mind a kötőanyag eltávolítására, mind a szinterezésre történő felhasználásával azonban lehetőség van hidrogén atmoszférában, parciális nyomáson történő köszörülésre. Ez a GLO kemence használata esetén nem lehetséges.
Példa #:
Megjegyzés: A megadott ciklusidők egy adott folyamatra jellemző értékek. A ciklusidők az egyedi alkalmazásoktól és az ügyfél igényeitől függően változnak.
A második lehetőség az EBO 120, a GLO 260 és a HTK 120 kombinációja. A katalitikus kötőanyag-eltávolítás az EBO-ban, a termikus kötőanyag-eltávolítás a GLO-ban, a szinterezés pedig a HTK-kemencében történik.
Míg ez a megoldás egy további kemencét épít be a folyamatba, összességében költséghatékonyabb megoldásnak bizonyulhat, mivel a HTK szinterező kemence szerkezete védett a szennyeződésektől, így a karbantartási költségek csökkennek.
Példa #:
Megjegyzés: A megadott ciklusidők egy adott folyamatra jellemző értékek. A ciklusidők az egyedi alkalmazásoktól és az ügyfél igényeitől függően változnak.
A MIM-alkatrészek kötőanyagának eltávolításához a lehető legjobb feltételek elérése érdekében a gázáramlásnak folyamatosnak és turbulensnek kell lennie, hogy az elérje a kemencében elhelyezett összes mintát. A turbulencia segíti a kötőanyag eltávolítását a zöld alkatrészekből az alkalmazás során.
A Carbolite Gero szorosan együttműködött tudományos intézményekkel CFD (Computational Fluid Dynamics) szimulációk elvégzése érdekében, hogy tesztelje és javítsa a gázáramlást a tipikusan fémfröccsöntési (MIM) alkalmazásokhoz használt kemencekamrákban.
Kattintson ide a videó letöltéséhez!
Kattintson ide a videó letöltéséhez!
A hőmérséklet egyenletessége a kemencekamra hasznos térfogatán belüli maximális hőmérséklet-eltérés. Például, ha a kemence 600°C-ra van beállítva, és a megadott hőmérsékleti egyenletesség ±5°C, akkor a hőmérséklet a hasznos térfogaton belül nem térhet 595°C alá vagy 605°C fölé.
A hőmérséklet egyenletessége kulcsfontosságú a fémfröccsöntéses (MIM) alkatrészek kemencében történő szinterezése során, mivel a cél annak biztosítása, hogy minden alkatrésznek azonos mértékű zsugorodása és sűrűsége legyen.
A Carbolite Gero kemencék több fűtött zónával állnak rendelkezésre, hogy a kamrában a hőmérséklet végig egyenletes legyen.
A hőmérséklet egyenletességének kiszámítására szolgáló képlet:
A Carbolite Gero HTK kemencecsaládját kifejezetten a nagyméretű fémfröccsöntési hőkezelési folyamatok optimalizálására tervezték. A HTK120 retorta például lehetővé teszi a kezelő számára, hogy akár három, egyenként 20 tálcából álló (380 x 240 x 0,5 mm méretű) mintacsomagot töltsön be. A tálcák közötti távolság a minták széles skálájának geometriájához igazítható.
A rackek kialakítása és konfigurációja lehetővé teszi, hogy a gáz átáramoljon minden egyes rétegen és a belehelyezett MIM-alkatrészek körül. Ennek érdekében négy speciális gázbevezető diffúzor irányítja az áramlást vízszintesen az állványok rétegei között. Mindegyik bemenet külön gázáramláshoz van csatlakoztatva, amelynek sebessége egyedileg állítható, hogy az egyedi igényeknek megfelelően maximalizálni lehessen a teljesítményt.
Egy speciális gázkiáramlási lemez van felszerelve, amely biztosítja, hogy a gáz egyenletesen oszlik el a kemence retortakamrájának térfogatában, és nem kizárólag a közepén keresztül.
Egy sor érintőképernyős vezérlő és programozó áll rendelkezésre, amelyek lehetővé teszik a kezelők számára a hőkezelési programok egyszerű bevitelét. Ezenfelül a vezérlőszoftverben alapbeállításként néhány leggyakrabban használt anyag (maradék-) debinding és szinterezéséhez (316-L, CrMo4, 8620 stb.) előre definiált programok állnak rendelkezésre. A Carbolite Geróval való egyeztetést követően más anyagokhoz is engedélyezhetők beállítások.
A Carbolite Gero termékek és szolgáltatások leányvállalatok és teljes körűen képzett forgalmazók globális hálózatán keresztül érhetők el. Munkatársaink szívesen segítenek bármilyen kérdésben.
Lépjen kapcsolatba velünk egy ingyenes konzultációért, és beszéljen egy termékszakértővel, hogy megtalálja az Ön alkalmazási igényeinek legmegfelelőbb megoldást!
A Carbolite Gero hőkezelő kemencéken kívül a Verder Scientific egyéb termékcsaládjai további megoldásokat kínálnak a teljes fémfröccsöntési folyamathoz, valamint általában az additív gyártási technológiákhoz:
A fémfröccsöntés (MIM) két olyan lépése van, amelyhez kemence szükséges: A zöld alkatrész kötőanyagának eltávolítása és a szinterezés a fém alkatrész általános sűrűségének és szilárdságának javítása érdekében.
Az egyedi alkalmazástól függően általában két vagy három kemence rendszerre van szükség. Egyet a kötőanyag katalitikus eltávolításához, majd egy vagy két kemencét a termikus kötésmentesítéshez és szinterezéshez.
A fémfröccsöntési eljárásokhoz tervezett Carbolite Gero kemencék olyan előnyökkel rendelkeznek, mint az alacsony energiafogyasztás, az adatnaplózás, az érintőképernyős vezérlőfelület és a kötőanyaghulladék egyszerű kezelése kondenzátum-csapdák nélkül. A katalitikus kötőanyag-eltávolításhoz használt kemencéink vízzel fűtöttek, ami megakadályozza a salétromsav kondenzációját az egységen belül; nagy stabilitású fűtőkazettáink biztosítják, hogy a kötőanyag-eltávolítási és szinterelési folyamatok a nap 24 órájában működhetnek.
Igen, a parciális nyomás Ar, N2 vagy H2 segítségével lehetséges egy kemencében. A nyomás a vezérlőszoftverben 100 - 1000 mbar között állítható be. A pneumatikus szelep nyitási szöge úgy van beállítva, hogy a kemenceedényen belüli nyomás állandó szinten maradjon. A hidrogén parciális nyomás üzemmódban az összes szükséges biztonsági szabványt alkalmazzák és a TÜV tanúsítja.
A Carbolite Gero fémfröccsöntéshez tervezett kemencéin belül a kiváló hőmérsékletegyenletesség szimmetrikus fűtőelem-elrendezéssel, több fűtőzónával és a módosított atmoszféra visszatartására szolgáló zárt retorta használatával érhető el. A retorta megvédi a kemencét a folyamat során esetlegesen kondenzálódó kötőanyagtól is.
A fémfröccsöntő kemence méretétől függően, parciális nyomással történő feldolgozás esetén a kötőanyagot kisebb kemencék esetében kondenzátumcsapdák segítségével, vagy a kötőanyag olajban való feloldásával kezelik. Ez utóbbi rendkívül előnyös a nagyobb egységeknél, mivel a karbantartási ráfordítás drasztikusan csökken a kondenzátumcsapdákhoz képest.
A Carbolite Gero különböző méretű kemencéket kínál a katalitikus és termikus kötőanyag-mentesítéshez, valamint a fémfröccsöntési eljárásokban történő szinterezéshez. Kérésre egyedi kézi kezelőrendszerek is biztosíthatók az alkatrészek különböző kemencék közötti szállítására.
A titán szinterezése történhet tiszta argon atmoszférában vagy nagy vákuumban. A Carbolite Gero kiterjedt vákuumtechnológiai tapasztalata lehetővé teszi számunkra, hogy a legalacsonyabb szivárgási arányú, így a legnagyobb vákuumképességű kemence-rendszereket szállítsuk. Az igények függvényében a rendszereket megfelelő vákuumszivattyú tartozékokkal is fel tudjuk szerelni.
 Háttérinformáció")
 Kötésmentesítő kemence - GLO")
 Szinterelő kemence - HTK")







 debinding után")





















